
Para obtener piezas torneadas de calidad superior, es fundamental controlar la viruta. Seleccione los parámetros de corte adecuados y siga nuestras recomendaciones de uso para lograr piezas de excelente calidad.
Buen control de la viruta
La gestión de la viruta es un aspecto fundamental en el torneado, y existen tres opciones relativas a la manera en que esta se separa:
- Autorrotura (p. ej., fundición gris)
- Rotura contra la herramienta
- Rotura contra la pieza
Autorrotura

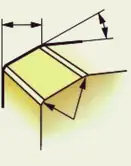
Rotura contra la herramienta
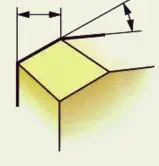
Rotura contra la pieza
Factores que influyen en la rotura de la viruta
- Geometría de plaquita: en función del ancho de la ranura para la viruta y del diseño de la microgeometría y la macrogeometría, la viruta será más abierta o más comprimida.
- Radio de punta: un radio de punta más pequeño permite controlar mejor la viruta que uno grande.
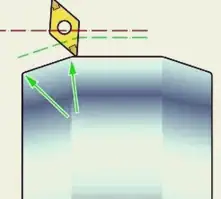
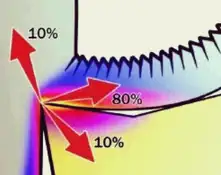
- Ángulo de posición (inclinación): en función del ángulo, la viruta sale despedida en diferentes direcciones; hacia la escuadra o desde la escuadra hacia fuera.
- Profundidad de corte: según el material de la pieza, una profundidad de corte más grande influirá en la rotura de la viruta y generará mayores fuerzas para romper y eliminar la viruta.
- Avance: un avance más elevado creará, por lo general, una viruta más resistente. En determinados casos puede contribuir a la rotura y al control de la viruta.
- Velocidad de corte: un avance más elevado creará, por lo general, una viruta más resistente.
- Material: un material de viruta corta (como, p. ej., la fundición) suele ser fácil de mecanizar. En materiales con una excelente resistencia mecánica y a la termofluencia (la tendencia de los sólidos de
desplazarse o deformarse bajo presión como, p. ej., el Inconel), la rotura de la viruta tiene una importancia especial.
Datos de corte para torneado
Al determinar las velocidades y los avances apropiados para el torneado, considere siempre la máquina, la herramienta, la plaquita y el material.
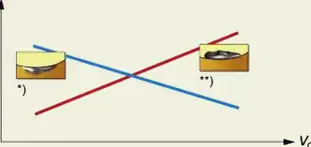
- Comience con una velocidad de avance baja para garantizar la seguridad de la plaquita y el acabado superficial y, luego, aumente el avance para mejorar la rotura de la viruta.
- Trabaje con una profundidad de corte mayor que el radio de punta. De este modo minimizará la flexión radial de la plaquita, un factor importante en operaciones de mecanizado interior.
- Fijar una velocidad de corte demasiado baja tendrá como resultado una vida útil reducida de la herramienta. Utilice siempre la velocidad de corte recomendada, vc m/min (pies/min).
Mejore la calidad del torneado de la pieza con el suministro de refrigerante
El uso adecuado del refrigerante incrementa la seguridad del proceso, optimiza el desempeño de la herramienta y mejora la calidad de la pieza. Considere los siguientes aspectos al aplicar refrigerante:
- Se recomienda encarecidamente el uso de herramientas con refrigerante de precisión para aplicaciones de acabado.
- La presión de refrigerante necesaria para romper la viruta depende del diámetro de la boquilla (salida), el material mecanizado, la profundidad de corte y el avance.
- El caudal de refrigerante necesario depende de la presión y del área total de suministro de los agujeros de refrigerante.
- En aplicaciones de mecanizado medio y desbaste se recomienda el uso de refrigerante inferior.
- Para operaciones de acabado se recomienda el uso de refrigerante de precisión y refrigerante por abajo.
Resolver los retos con refrigerante bien aplicado
- Problemas de control de virutas: utilice refrigerante por arriba.
- Problemas dimensionales: normalmente están provocados por una temperatura demasiado alta. Use refrigerante tanto por arriba como por abajo y a la mayor presión posible.
- Calidad superficial deficiente: use refrigerante por arriba si el defecto está provocado por las virutas.
- Vida útil impredecible en operaciones de desbaste: utilice solo refrigerante por abajo.
- Vida útil impredecible en operaciones de acabado: use refrigerante por arriba y por abajo.
- Evacuación de la viruta deficiente en operaciones interiores: use refrigerante por arriba y por abajo, a la mayor presión posible.

Cómo utilizar refrigerante y líquido de corte en el torneado
Cómo alcanzar un buen acabado superficial en operaciones de torneado
Directrices generales para el acabado superficial:
- A menudo, el acabado superficial puede mejorarse con una velocidad de corte mayor.
- La geometría de la plaquita (ángulos de desprendimiento neutros, positivos y negativos, así como ángulos de incidencia positivos) influye en el acabado superficial.
- La selección de la calidad de la plaquita influye en el acabado superficial.
- Si se produce tendencia a la vibración, seleccione un radio de punta inferior.
Plaquita wiper
Las plaquitas wiper facilitan el torneado de piezas a altas velocidades de avance manteniendo la posibilidad de obtener superficies bien acabadas y una adecuada rotura de la viruta.
En términos generales: duplicar la velocidad de avance resulta en el mismo acabado superficial. Una velocidad de avance menor corresponde a un acabado superficial de mayor calidad.
Las plaquitas wiper se han concebido para suavizar la superficie a medida que se desplazan por la pieza. Originalmente, el efecto wiper se pensó para operaciones de torneado y refrentado en línea recta.
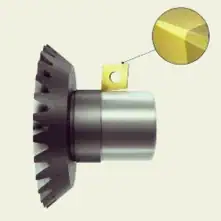
Radio estándar
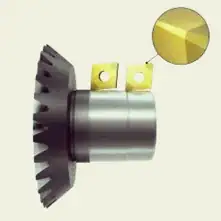
Radio wiper
Cómo elegir la geometría wiper
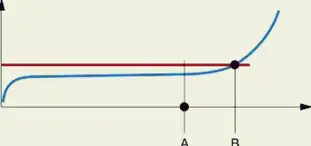
Comparación de la plaquita estándar con la plaquita wiper basándose en la velocidad de avance
Es importante señalar que los valores para radios estándar son producto de cálculos teóricos. Los valores correspondientes a radios wiper se basan en datos obtenidos mediante pruebas realizadas en acero de baja aleación.
| Avance mm (pulg.) |
RE estándar 0.4 mm (0.016 pulg.) Ra µm (µpulg.) |
Wiper (-WF/-WM) RE 0.4 mm (0.016 pulg.) Ra µm (µpulg.) |
Estándar RE 0.8 mm (0.031 pulg.) Ra µm (µpulg.) |
Wiper (-WMX) RE 0.8 mm (0.031 pulg.) Ra µm (µpulg.) |
| 0.07 (0.003) | 0.31 (12.4) | 0.30 (12.0) | – | – |
| 0.10 (0.004) | 0.63 (25.2) | 0.32 (12.8) | 0.31 (12.4) | – |
| 0.12 (0.005) | 0.90 (36.0) | 0.45 (18.0) | 0.45 (18.0) | – |
| 0.15 (0.006) | 1.41 (56.4) | 0.70 (28.0) | 0.70 (28.0) | 0.25 (10.0) |
| 0.18 (0.007) | 2.03 (80.8) | 1.00 (40.0) | 1.00 (40.4) | 0.30 (12.0) |
| 0.20 (0.008) | 2.50 (100.0) | 1.25 (50.0) | 1.25 (50.0) | 0.35 (14.0) |
| 0.22 (0.009) | 3.48 (139.2) | 1.74 (69.6) | 1.74 (69.6) | 0.40 (16.0) |
| 0.25 (0.010) | – | – | 2.25 (90.0) | 0.45 (18.0) |
| 0.28 (0.011) | – | – | 2.82 (112.8) | 0.50 (20.0) |
| 0.30 (0.012) | – | – | 3.23 (129.2) | 0.55 (22.0) |
| 0.35 (0.014) | – | – | 4.40 (176.0) | 0.60 (24.0) |
| 0.40 (0.016) | – | – | 5.75 (230.0) | 0.70 (28.0) |
| 0.45 (0.018) | – | – | 8.54 (341.6) | 1.1 (44.0) |
| 0.50 (0.020) | – | – | 10.55 (422.0) | 1.3 (51.0) |
| Avance mm (pulg.) |
RE estándar 1.2 mm (0.047 pulg.) Ra µm (µpulg.) |
Wiper (-WMX) RE 1.2 mm (0.047 pulg.) Ra µm (µpulg.) |
Estándar RE 1.6 mm (0.063 pulg.) Ra µm (µpulg.) |
Wiper (-WMX) RE 1.6 mm 1) (0.063 pulg.) Ra µm (µpulg.) |
| 0.15 (0.006) | 0.47 (18.8) | – | – | – |
| 0.18 (0.007) | 0.68 (27.2) | – | – | – |
| 0.20 (0.008) | 0.83 (33.3) | 0.3 (12.0) | 0.63 (25.2) | – |
| 0.22 (0.009) | 1.16 (46.4) | 0.3 (12.0) | 0.87 (34.8) | – |
| 0.25 (0.010) | 1.50 (60.0) | 0.4 (16.0) | 1.12 (44.8) | 0.3 (12.0) |
| 0.28 (0.011) | 1.88 (75.2) | 0.4 (16.0) | 1.41 (56.4) | 0.35 (14.0) |
| 0.30 (0.012) | 2.16 (86.4) | 0.4 (16.0) | 1.62 (64.8) | 0.4 (16.0) |
| 0.35 (0.014) | 2.93 (117.2) | 0.5 (20.0) | 2.20 (88.0) | 0.4 (16.0) |
| 0.40 (0.016) | 3.83 (153.2) | 0.65 (26.0) | 2.88 (115.2) | 0.4 (16.0) |
| 0.45 (0.018) | 5.70 (228.0) | 0.85 (34.0) | 4.27 (170.8) | 0.5 (20.0) |
| 0.50 (0.020) | 7.03 (281.2) | 1.15 (46.0) | 5.27 (210.8) | 0.7 (28.0) |
| 0.55 (0.022) | 8.51 (340.4) | 1.2 (48.0) | 6.38 (255.2) | 0.9 (36.0) |
| 0.60 (0.024) | 10.13 (405.2) | 1.3 (52.0) | 7.59 (303.6) | 1.05 (42.0) |
| 0.65 (0.026) | – | – | 8.91 (356.4) | 1.25 (50.0) |
| 0.70 (0.028) | – | – | 10.31 (413.6) | 1.3 (52.0) |
| 0.85 (0.033) | – | – | 15.24 (609.6) | 1.9 (76.0) |
| 0.90 (0.035) | – | – | 17.09 (683.0) | 2.1 (84.0) |
- Los valores del radio de 1.6 mm (0.06 pulg.) están basados en una plaquita DNMX
Consejos de aplicación para torneado exterior
Piezas propensas a la vibración
Corte en una pasada (p. ej., una tubería)
Es aconsejable realizar el corte completo en una sola pasada para orientar la fuerza hacia el portapinzas/husillo en dirección axial.
Diámetro exterior (OD) de 25 mm (0.984 pulg.)
Diámetro interior (ID) de 15 mm (0.590 pulg.)
Profundidad de corte, ap = 4.3 mm (0.169 pulg.)
Espesor de la pared resultante = 0.7 mm (0.028 pulg.)
| OD = 25 mm (0.984 pulg.) |
ap 4.3 mm (0.169 pulg.) |
 |
ID = 15 mm (0.590 pulg.) |
Se puede emplear un ángulo de posición cercano a 90° (ángulo de inclinación de 0°) para orientar las fuerzas de corte en dirección axial, lo que produce una reducción significativa de las fuerzas de flexión en la pieza.
Corte en dos pasadas
El uso de mecanizado sincronizado con la torreta superior e inferior compensará las fuerzas de corte, previniendo así la vibración y deformación de la pieza.
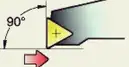
Piezas esbeltas o de paredes finas
Cuando realice el torneado de piezas delgadas o con paredes poco gruesas, considere lo siguiente:
- Utilice un ángulo de posición cercano a 90° (ángulo de inclinación de 0°). Incluso un pequeño cambio (de un ángulo de 91/-1 a otro de 95/-5°) afectará a la dirección de la fuerza de corte durante el mecanizado.
- La profundidad de corte, ap, debe ser superior al radio de punta, RE. Una ap grande aumenta la fuerza axial,Fz, y reduce la fuerza de corte radial, Fx, lo cual causa vibración.
- Utilice una plaquita con un filo agudo y un radio de punta reducido, RE, que generará fuerzas de corte bajas.
- Plantéese utilizar una calidad Cermet o de PVD para obtener una buena resistencia al desgaste y un filo de la plaquita agudo, que es preferible en este tipo de operación.
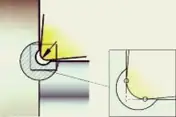
Mecanizado de escuadras/torneado en escuadra
Para proteger el filo de la plaquita, siga los pasos 1-5. Este procedimiento es especialmente beneficioso para plaquitas con recubrimiento de CVD y puede disminuir significativamente las fracturas.
Pasos 1-4:
Asegúrese de que la separación entre cada pasada (1-4) sea equivalente a la velocidad de avance, con el fin de prevenir la acumulación de viruta.
Paso 5:
Realice el corte definitivo en una trayectoria vertical, comenzando desde el diámetro exterior hacia el diámetro interior.
De igual manera, la viruta podría enroscarse alrededor de los radios al mecanizar desde el diámetro interior hasta el diámetro exterior al refrentar la escuadra. Modificar la trayectoria de la herramienta puede invertir el sentido de giro de la viruta y resolver el problema.
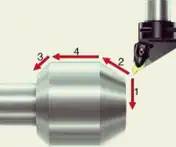
Refrentado
Comience con el refrentado (1) y proceda a realizar el chaflán (2). Si las condiciones geométricas de la pieza lo permiten y es factible, mecanice el chaflán (3). El corte longitudinal (4) es la etapa final; la herramienta de corte tendrá una entrada y salida suaves durante el proceso de mecanizado.
El primer proceso debe ser el refrentado, para establecer en la pieza el punto de referencia necesario para la siguiente operación.
La aparición de rebabas es, frecuentemente, un inconveniente al concluir el corte (en la salida de la pieza). La aplicación de un chaflán o un radio (enrollamiento en el borde) puede disminuir o eliminar la formación de rebabas.
La presencia de un chaflán en la pieza permitirá una entrada más gradual del filo de la plaquita (en operaciones de refrentado y torneado longitudinal).
Cortes intermitentes

Al mecanizar cortes intermitentes:
- Utilice una calidad de PVD para tener tenacidad del filo en aplicaciones con intermitencia frecuente como, por ejemplo, en barras hexagonales.
- Use una calidad de CVD tenaz para contar con un núcleo más resistente en aplicaciones con componentes grandes y muchas interrupciones.
- Plantéese utilizar un rompevirutas resistente para añadir la resistencia al astillamiento necesaria.
- Recomendamos apagar el refrigerante para evitar las fisuras térmicas.
Efectuar el acabado de la pieza con rebaje (rectificado de contornos)

Para el torneado longitudinal y el refrentado, emplee el radio de punta, RE, más amplio disponible, lo cual resulta en:
- Un filo resistente y mayor fiabilidad
- Buena calidad superficial
- Posibilidad de utilizar alto avance
Evite que el ancho del rebaje exceda el especificado y ejecute el rebaje como la última operación para eliminar las rebabas.
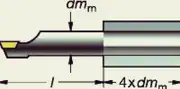
Consejos de aplicación para torneado interior



- Seleccione el diámetro de barra más grande posible pero, al mismo tiempo, asegúrese de que hay espacio suficiente para la evacuación de la viruta entre la barra y el agujero.
- Asegúrese de que la evacuación de la viruta sea suficiente en relación con los datos de corte aplicados y que se produzca el tipo de viruta correcto.
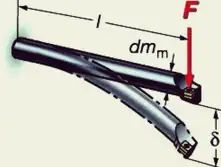
- Seleccione el voladizo más reducido posible pero, al mismo tiempo, garantice que la longitud de la barra de mandrinar permita las longitudes de sujeción recomendadas. La longitud de sujeción nunca debe ser inferior al triple del diámetro de la barra.
- Utilice barras de mandrinar antivibratorias si se producen piezas sensibles a la vibración.
- Seleccione un ángulo de posición lo más próximo a 90° (ángulo de inclinación de 0°) para dirigir las fuerzas de corte a lo largo de la barra. El ángulo de posición nunca debe ser inferior a 75° (ángulo de inclinación -15°)
- Como preferencia, la plaquita intercambiable deberá ser una plaquita básica positiva con una geometría de plaquita positiva para minimizar la flexión de la herramienta.
- Seleccione un radio de punta de la plaquita que sea inferior a la profundidad de corte.
- Un empañe insuficiente del filo de corte puede aumentar la vibración ocasionada por la fricción durante el corte. Para obtener una buena acción de corte seleccione un empañe del filo que sea mayor que el radio de punta.
- Un empañe del filo excesivo (gran profundidad de corte y/o avance) puede aumentar la vibración ocasionada por la flexión de la herramienta.
- Las plaquitas sin recubrimiento o con recubrimientos finos producen, por lo general, fuerzas de corte inferiores a las de los recubrimientos gruesos. Esto resulta especialmente importante cuando la relación entre longitud y diámetro de la herramienta es grande. Un filo agudo mejora, por lo general, la calidad del agujero, puesto que se minimiza la tendencia a la vibración.
- Para torneado interior, puede resultar más beneficiosa una geometría con un rompevirutas abierto.
- En determinadas operaciones puede plantearse el uso de una calidad de plaquita más tenaz, ya que puede hacer frente a cualquier riesgo derivado del atasco de viruta o de la tendencia a la vibración.
- Plantéese el uso de recorridos de herramienta alternativos si necesita mejorar la formación de viruta.
Consejos de aplicación para torneado de piezas duras
Adicionalmente a las recomendaciones generales para el torneado, es importante considerar varios factores clave para el torneado de piezas duras (en caso de que el proceso de producción incluya la preparación de la pieza antes del revenido).
- Evite las rebabas
- Mantenga unas tolerancias dimensionales estrechas
- Produzca el chaflán y los radios en la fase blanda
- No entre o salga de los cortes de forma abrupta
- Entre o salga de la pieza interpolando.

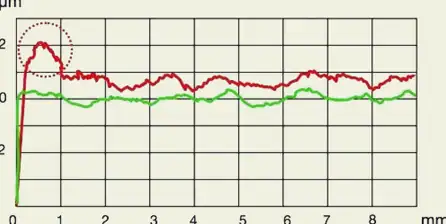
Mediciones superficiales
Eje X: extensión de la característica.
Eje Y: desviación del diámetro

Superficie crítica
Reglaje
- Una buena estabilidad de la máquina, además de una sujeción y una alineación adecuadas de la pieza son esenciales.
- Como referencia, suele resultar aceptable una relación entre la longitud y el diámetro de la pieza de hasta 2:1 en el caso de las piezas que solo se sujetan por uno de los extremos. Si se utiliza un contrapunto adicional, esta proporción puede ampliarse.
- Tenga en cuenta que un diseño térmicamente simétrico de cabezal y contrapunto aporta una estabilidad superior.
- Utilice el sistema Coromant Capto®
- Minimice todos los voladizos para maximizar la rigidez del sistema.
- Plantéese utilizar barras de mandrinar con mango de metal duro y herramientas antivibratorias Silent Tools para torneado interior.
