Las operaciones de tronzado generalmente se llevan a cabo en máquinas con movimiento de barra, frecuentemente con producción en serie. Normalmente, el tronzado representa una pequeña fracción del tiempo total de mecanizado de la pieza, por lo que no suele ser una prioridad para optimizar el tiempo. No obstante, después del proceso de tronzado, algunas piezas requieren operaciones adicionales en el segundo husillo. Si las virutas se enrollan alrededor de la pieza, pueden interferir con la fijación de la siguiente pieza en el segundo husillo. Esto puede provocar la fabricación de piezas defectuosas o incluso la interrupción de la máquina. Las virutas adheridas a la pieza terminada pueden causar inconvenientes en procesos posteriores y afectar al acabado superficial. Dado que el tronzado suele ser una de las últimas etapas en la pieza, la seguridad es un aspecto crucial. Si la herramienta se rompe durante el tronzado, la pieza suele ser descartada, lo que puede generar tiempos de inactividad significativos.
inserted»>
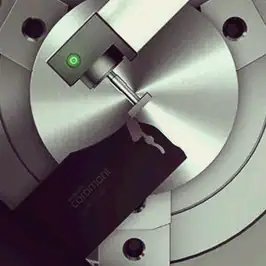
Durante el corte de barras, el husillo secundario puede utilizarse para extraer la pieza, disminuyendo significativamente la necesidad de resistencia del material y extendiendo la durabilidad de la herramienta. Esto también facilita el uso de un material más resistente al desgaste, lo que a su vez prolonga la vida útil de la herramienta. Realice la operación de corte, pero interrumpa el avance a unos 1 mm (0.04 pulg.) antes del centro. Luego, emplee el husillo secundario para tirar de la pieza.
Ancho de la plaquita
->
Aplicación
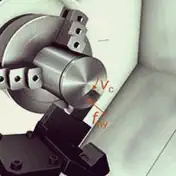
Tronzado en el eje Y en máquinas multitarea
La longitud total de la herramienta es frecuente para alcanzar entre el portaherramientas principal y el secundario. Esto implica que la herramienta es susceptible a deformación en la dirección X bajo la carga del eje Y, donde la fuerza de corte se proyecta sobre la herramienta y el husillo de la máquina.
Reglaje convencional
Reglaje para tronzar en el eje Y
La longitud de la herramienta se determina habitualmente con un instrumento óptico, independientemente de la máquina. La longitud de la herramienta corresponde a la altura central de la herramienta en el punto de corte, y es fundamental disponer de esta medida precisa, sobre todo al realizar cortes centrados.
Medición óptica fuera de la máquina
Cuando el filo es difícil de visualizar, también se utiliza un plano de medición en la herramienta. Este plano de medición se localiza:
5±0.05 mm (0.197±0.002 pulg.) por encima del filo en los asientos de punta E, F, G y H (2, 2.5, 3 y 4 mm (0.079, 0.098, 0.118 y 0.157 pulg.)).
5.5±0.05 mm (0.236±0.002 pulg.) por encima del filo en los asientos de punta J y K (5 y 6 mm (0.197 y 0.236 pulg.)).
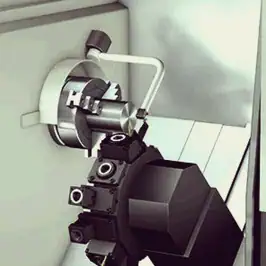
Tronzado en el eje Y en centros de torneado
La estructura de la herramienta normalmente es larga y delgada para permitir el acceso entre el portaherramientas principal y el secundario, así como para facilitar el corte cerca del portaherramientas. Esta estructura es vulnerable en la dirección X frente a la carga del eje Y, donde la fuerza de corte se dirige hacia el conjunto de la herramienta y la torreta.
Reglaje convencional
Reglaje para tronzar en el eje Y
La longitud de la herramienta se determina habitualmente utilizando una sonda dentro de la máquina. La longitud de la herramienta se define como la altura central de la herramienta en el punto de corte, y es fundamental disponer de una altura central precisa, especialmente al realizar cortes hacia el centro.
Cuando el filo no es visible, se utiliza un plano de medición en la herramienta. Este plano de medición se localiza:
La elevación es de 5±0.05 mm (0.197±0.002 pulg.) por encima del filo en los asientos de punta E, F, G y H (3 mm (0.118 pulg.)).
5.5±0.05 mm (0.236±0.002 pulg.) por encima del borde en las muescas de las puntas J y K (4 mm (0.157 pulg.)).
Medida con una sonda dentro de la máquina
Tronzado en el eje Y en máquinas con cabezal móvil
Si resulta difícil alcanzar la barra con el filo, también existe un plano de medición en la herramienta. El plano de medición se localiza:
5±0.05 mm (0.197±0.002 pulg.) por encima del filo, considerando los asientos de punta E y F (3 mm (0.118 pulg.)).
Emplee una plaquita lo más delgada posible para optimizar el uso del material de la barra y disminuir la fuerza de corte y el impacto ambiental.
Consulte la tabla para determinar la anchura de la plaquita, CW, según el diámetro de la pieza, D:
D mm (pulg.)
CW mm
-10 (-0.4)
1.0
10-25 (0.4-1.0)
1.5
25-40 (1.0-1.6)
2.0
40-50 (1.6-2.0)
2.5
50-65 (2.0-2.6)
3.0
Tronzado sin tetones ni rebabas
Seleccione una plaquita acodada frontal, ya sea de izquierda o derecha, para controlar los tetones y las rebabas al cortar barras o tubos. Una plaquita acodada frontal de mayor tamaño disminuye la formación de tetones, pero puede no generar un corte recto y afectar negativamente el control de la viruta, el acabado superficial y la vida útil de la herramienta. Opte por la plaquita acodada frontal de menor tamaño posible. Para voladizos más extensos, utilice plaquitas neutras: cuanto mayor sea la herramienta, más problemas pueden surgir con las plaquitas acodadas frontales.
Ángulo frontal
Neutra
Estabilidad y vida útil
Deficientes
Buenas
Fuerza de corte radial
Baja
Alta
Fuerza de corte axial
Alta
Baja
Tetón/rebaba
Pequeño
Grande
Riesgo de vibración
Grande
Pequeño
Acabado superficial y planicidad
Deficientes
Buenos
Caudal de viruta
Deficiente
Bueno
Tronzado de barras de diámetro pequeño
Es fundamental minimizar las fuerzas generadas. Para ello, emplee la herramienta de corte con el menor ancho y los filos más afilados disponibles.
¡No use nunca un tope de barra!
Esta situación no resulta favorable para ninguna herramienta, y aún más, resultará perjudicial para la herramienta en anchuras de plaquita reducidas.
Tronzado hacia un agujero taladrado
No realice cortes en una zona cónica, ya que esto puede provocar que la hoja se doble y, potencialmente, cause la rotura de la herramienta.
Tubos de paredes delgadas
Cuando corte tubos de paredes delgadas, es fundamental minimizar las fuerzas de corte que se produzcan. Para ello, emplee plaquitas de la menor anchura y con los filos más afilados posibles.
Refrigerante
La aplicación de refrigerante y lubricante influye significativamente en la seguridad del proceso de tronzado y ranurado. Puede encontrar información más detallada sobre el refrigerante superior e inferior, el refrigerante de precisión y la presión en la sección Líquido de corte y refrigerante.